

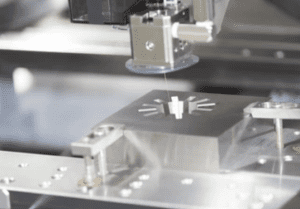

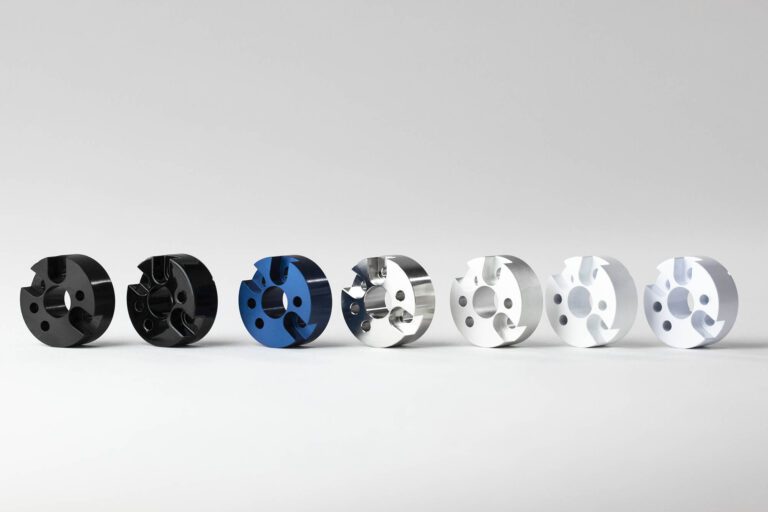
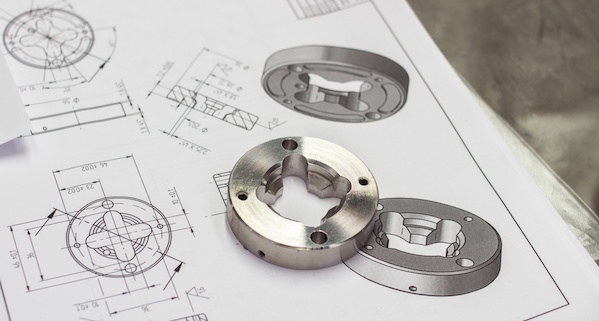
Design for Manufacture
Our experienced engineers will analyse your design and provide feedback on manufacturability and look for opportunities to reduce cost.
Communication
We are always quick to respond to questions via email, phone, web meeting or chat to ensure your project turn around is as fast as possible.
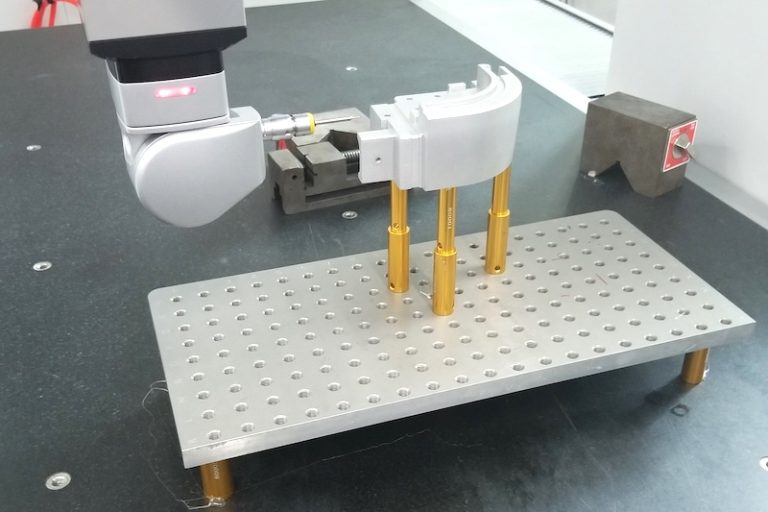
Quality Reports
All projects where 2D drawings are provided come with a dimension report before parts are shipped. CMM reports can be produced on demand at no additional charge.
Transparent Progress Reports
We provide progress and tracking information through our customer portal. Videos and photos of the parts can be confirmed before parts are shipped out.
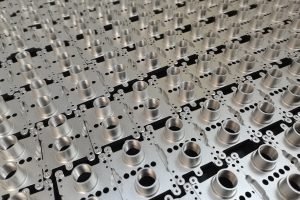
Time to Market
We have a infinite capacity via our vetted supply chain outside our own in house capabilities so we have the flexibility to manage all projects large and small.

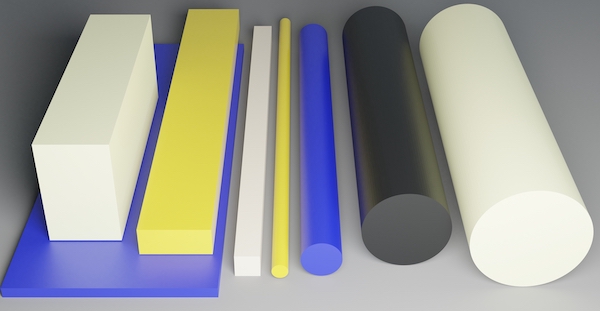
Full Service Manufacturing
We can offer a wide range of materials, processes, finishes and sub-components to make us your one-stop supplier for your whole project.